實(shí)際上�����,原材料與基礎(chǔ)物理性能的差異導(dǎo)致兩種制造方案無法直接互換�����。盡管AutoCAD����、SolidWorks、NX和CATIA等設(shè)計(jì)軟件無法自動識別金屬或塑料基板��,但工程師在導(dǎo)入CAD數(shù)據(jù)時(shí)需精準(zhǔn)判斷材料類型���。若設(shè)計(jì)實(shí)踐不當(dāng)���,可能導(dǎo)致零件報(bào)廢,尤其在將塑料3D打印設(shè)計(jì)轉(zhuǎn)換為金屬3D打印時(shí)�,設(shè)計(jì)轉(zhuǎn)換的首要任務(wù)是明確兩者在溫度控制���、支撐材料及后處理等環(huán)節(jié)的差異化需求。
溫度控制:塑料與金屬的極端差異
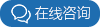
塑料部件的溫度管理通常較為寬松����,而金屬3D打印對溫度控制的要求極為嚴(yán)苛。以常見的塑料3D打印工藝熔體沉積成型(FDM)為例����,即使零件因過熱出現(xiàn)熔化或翹曲,重新打印的成本也較低��,且設(shè)備損壞風(fēng)險(xiǎn)可忽略���。但金屬3D打印則截然不同:高功率激光燒結(jié)或熔化金屬粉末時(shí)����,局部溫度可達(dá)1300℃以上�����,部分熱量會被構(gòu)建板及周圍未使用的金屬粉末吸收��。若未采取有效補(bǔ)救措施�����,零件可能因熱應(yīng)力產(chǎn)生扭曲或卷曲��,進(jìn)而損壞3D打印機(jī)粉末床的刮板系統(tǒng)���。此外��,金屬零件報(bào)廢后的再制造成本極高��。因此��,產(chǎn)品開發(fā)人員需與工藝工程師緊密協(xié)作�,精準(zhǔn)掌握打印機(jī)的功率特性及最優(yōu)工藝參數(shù)����,以確保生產(chǎn)效果。
支撐材料:塑料可大量使用�����,金屬需盡量減少
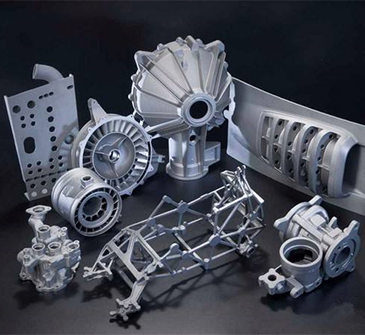
塑料與金屬3D打印均需輔助材料(支撐結(jié)構(gòu))���,但具體實(shí)踐差異顯著���。塑料部件可大量使用支撐結(jié)構(gòu)�����,原因有三:其一��,塑料材質(zhì)剛性較低�,需更多外部支撐���;其二�����,塑料支撐材料易于移除�,且成品表面殘留痕跡易清理��;其三����,塑料原料成本低,無需刻意節(jié)省���。
金屬3D打印的支撐材料使用則需謹(jǐn)慎:一方面�����,激光聚焦產(chǎn)生的高溫會對周圍金屬形成剪切力��,需通過支撐結(jié)構(gòu)抑制變形��;另一方面��,移除金屬支撐時(shí)����,剪切力可能像彈簧般釋放���,導(dǎo)致零件嚴(yán)重變形���。因此,明智的產(chǎn)品開發(fā)團(tuán)隊(duì)會在設(shè)計(jì)階段就與工藝工程師協(xié)作�,提前規(guī)避此類風(fēng)險(xiǎn)。此外���,金屬粉末原料成本較高����,且支撐材料移除需依賴專業(yè)后處理(如機(jī)械加工),耗時(shí)費(fèi)力����,進(jìn)一步增加了項(xiàng)目成本與表面質(zhì)量控制難度。
后處理:塑料簡單易行����,金屬復(fù)雜專業(yè)
塑料與金屬3D打印完成后均需后處理,但工藝復(fù)雜度差異顯著�����?��?傮w而言��,后處理可分為機(jī)械剝離與水溶溶解兩類���,具體包括支撐材料去除、研磨�、鉆削等步驟。
塑料3D打印的后處理優(yōu)勢明顯:例如�,采用StratasysPolyjet技術(shù)打印的部件,其支撐材料可通過手動或水槍輕松移除,配套的專業(yè)后處理水槽更提升了操作便捷性��。而金屬3D打印的后處理則需高度專業(yè)化:除常規(guī)的支撐移除外�����,還需進(jìn)行磨削���、數(shù)控銑削、應(yīng)力消除及熱處理等工藝����。若后處理不當(dāng),可能導(dǎo)致零件性能不達(dá)標(biāo)或表面質(zhì)量缺陷����。這也是塑料3D打印設(shè)計(jì)無法直接遷移至金屬3D打印的關(guān)鍵原因之一。
通過以上對比可見��,金屬與塑料3D打印在設(shè)計(jì)理念�、工藝控制及后處理流程上存在本質(zhì)差異。唯有深入理解這些差異��,才能充分發(fā)揮兩種技術(shù)的優(yōu)勢����,推動3D打印在更廣泛領(lǐng)域的應(yīng)用�。
標(biāo)簽:
上一篇:3D打印技術(shù)好用嗎?在汽車行業(yè)發(fā)展趨勢怎么樣
下一篇:改變了傳統(tǒng)制造模式的3D打印有哪些特點(diǎn)
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821