在需要承受高應(yīng)力����、高載荷的場(chǎng)景中���,3D打印工藝與材料的適配性直接決定了成品的可靠性與使用壽命�����。熔融沉積成型(FDM)����、選擇性激光燒結(jié)(SLS)���、金屬激光熔化(SLM)等主流工藝���,因成型原理與材料特性的差異,在高強(qiáng)度場(chǎng)景中需通過(guò)精準(zhǔn)的材料適配實(shí)現(xiàn)性能優(yōu)化��。
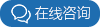
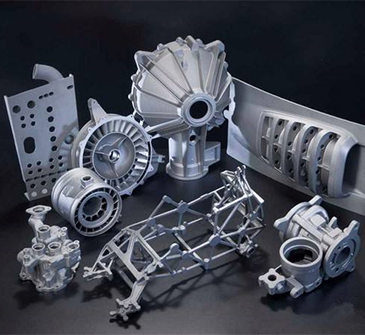
工藝原理決定材料適配的基礎(chǔ)邊界�。FDM通過(guò)熔融熱塑性材料逐層堆積,適配材料需具備高熔點(diǎn)與低收縮率����,以避免層間剝離。例如����,尼龍(PA)因其215-230℃的熔點(diǎn)與低翹曲特性,成為FDM高強(qiáng)度場(chǎng)景的首選;而碳纖維增強(qiáng)尼龍(PA-CF)通過(guò)纖維增強(qiáng)���,將抗拉強(qiáng)度提升至85MPa��,適用于輕量化結(jié)構(gòu)件����。SLS工藝以粉末燒結(jié)為原理�,適配材料需具備高流動(dòng)性與熱穩(wěn)定性,聚酰胺(PA12)因燒結(jié)后空隙率低于15%���、抗拉強(qiáng)度達(dá)48MPa�,成為SLS高強(qiáng)度場(chǎng)景的標(biāo)配�。SLM工藝通過(guò)激光熔化金屬粉末,適配材料需具備高激光吸收率與低氧化傾向�����,鈦合金(Ti6Al4V)與不銹鋼(316L)因熔點(diǎn)適中(1600-1650℃)與優(yōu)異的機(jī)械性能��,成為金屬3D打印高強(qiáng)度場(chǎng)景的核心材料���。
材料特性與工藝參數(shù)的匹配是性能優(yōu)化的關(guān)鍵。FDM工藝中,噴嘴溫度需比材料熔點(diǎn)高20-30℃以確保流動(dòng)性�,例如打印PA-CF時(shí)噴嘴溫度需設(shè)為250-260℃,同時(shí)熱床溫度保持90-100℃以減少翹曲����。SLS工藝中,激光功率與掃描速度需動(dòng)態(tài)匹配材料特性��,PA12燒結(jié)時(shí)激光功率通常為30-40W���,掃描速度8-12m/s���,以確保粉末充分熔融且不發(fā)生過(guò)熱降解。SLM工藝中�����,激光能量密度(E=P/(v·h·t)��,P為功率�,v為掃描速度,h為光斑直徑�,t為層厚)需控制在40-60J/mm3,鈦合金在此參數(shù)下可實(shí)現(xiàn)孔隙率低于0.5%��、抗拉強(qiáng)度超900MPa的性能。
后處理工藝對(duì)材料適配性具有補(bǔ)充作用����。FDM打印的PA-CF件可通過(guò)退火處理(120℃/2小時(shí))消除內(nèi)應(yīng)力,使抗拉強(qiáng)度再提升15%�;SLS打印的PA12件經(jīng)浸滲處理(環(huán)氧樹脂填充空隙)后,彎曲模量從1800MPa增至2500MPa�����;SLM打印的鈦合金件經(jīng)熱等靜壓(HIP)處理后�����,疲勞強(qiáng)度從200MPa提升至350MPa�����。后處理的選擇需結(jié)合材料特性與成本效益����,例如浸滲處理雖能提升SLS件強(qiáng)度,但會(huì)增加20%-30%的單件成本�����。
在高強(qiáng)度場(chǎng)景中,工藝與材料的適配性需平衡性能�、效率與成本���。FDM+PA-CF適合中低強(qiáng)度(≤100MPa)的快速驗(yàn)證���,SLS+PA12適用于中等強(qiáng)度(≤60MPa)的大批量生產(chǎn),SLM+鈦合金則瞄準(zhǔn)高強(qiáng)度(≥900MPa)的終端部件�。隨著材料改性技術(shù)進(jìn)步(如PEEK的FDM工藝突破)與工藝創(chuàng)新(如SLM的多激光協(xié)同掃描),高強(qiáng)度場(chǎng)景的材料適配性邊界正在持續(xù)擴(kuò)展����。
材料適配性是3D打印在高強(qiáng)度場(chǎng)景中實(shí)現(xiàn)價(jià)值的核心。它不僅要求工藝與材料的物理特性匹配����,更需通過(guò)參數(shù)優(yōu)化與后處理協(xié)同,釋放材料的潛在性能����。
標(biāo)簽:
上一篇:后處理中3d打印pla溫度的調(diào)節(jié)作用
下一篇:柔性材料3d打印壓力校準(zhǔn)的彈性控制方法
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821