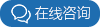
隨著增材制造技術(shù)向工業(yè)化深度發(fā)展��,后處理環(huán)節(jié)的戰(zhàn)略價(jià)值持續(xù)攀升�����。這一關(guān)鍵步驟使制造商能夠優(yōu)化零件性能�����,提升材料致密度與強(qiáng)度��,甚至賦予其特殊功能屬性��,以滿足高要求的終端應(yīng)用需求�。在眾多后處理技術(shù)中,熱處理對(duì)粉末床3D打印工藝(尤其是金屬領(lǐng)域)具有核心意義�����。但具體應(yīng)選擇哪種熱處理工藝��?其作用機(jī)制如何�����?為解答這些問(wèn)題���,本文將深入分析兩種主流工藝:熱等靜壓(HIP)與退火����。
兩種工藝均適用于金屬加工領(lǐng)域�����,涵蓋激光粉末床熔融(LPBF)���、電子束熔化(EBM)���、粘結(jié)劑噴射、定向能量沉積(DED)及納米顆粒噴射等技術(shù)��。其應(yīng)用范圍還可擴(kuò)展至陶瓷與聚合物材料����,盡管具體實(shí)施細(xì)節(jié)存在差異。兩者均具備強(qiáng)化材料�����、改善加工性能及提升綜合性能的優(yōu)勢(shì)���,核心目標(biāo)均為優(yōu)化組件性能�,但工藝路徑與最終效果各有特色���。
熱等靜壓與退火的工藝原理對(duì)比
為明確HIP與退火的差異與共性���,需分別解析其作用機(jī)制��。退火作為一種經(jīng)典熱處理工藝���,通過(guò)加熱金屬、玻璃���、陶瓷或聚合物并控制緩慢冷卻����,消除材料內(nèi)部應(yīng)力����。該過(guò)程可改變材料的物理性質(zhì)(部分情況下影響化學(xué)性質(zhì)),提升延展性�����、降低硬度����,從而改善加工性能。
HIP工藝則通過(guò)同時(shí)施加高溫與等靜壓力���,消除金屬冶金過(guò)程中的孔隙缺陷�。其還可顯著提升陶瓷材料的密度���,實(shí)現(xiàn)完全致密化組件的制備��。
需強(qiáng)調(diào)的是�����,HIP中的"等靜壓"指壓力均勻施加于材料各個(gè)方向���,通過(guò)惰性氣體(如氬氣)傳遞壓力,確保物體受力均衡��。與退火類似�����,HIP能優(yōu)化材料的機(jī)械性能與加工特性��,同時(shí)支持異種材料的連接���,創(chuàng)造復(fù)合結(jié)構(gòu)���。
退火工藝的精細(xì)化實(shí)施
退火通常在專用爐窯中完成����,設(shè)備選型需綜合考慮材料特性與成本預(yù)算��。典型加熱溫度范圍為300°C至1000°C(高端設(shè)備可精準(zhǔn)控溫)��,需嚴(yán)格遵循材料熱處理規(guī)范�。盡管推薦使用專業(yè)退火爐,但理論上任何能達(dá)到目標(biāo)溫度的爐體均可實(shí)施����,前提是溫度控制精度達(dá)標(biāo)。
退火流程分為三個(gè)階段����,各階段參數(shù)由材料類型決定:
1.恢復(fù)階段
首階段將材料加熱至再結(jié)晶溫度以上,賦予原子足夠能量進(jìn)行遷移��。原子運(yùn)動(dòng)可重新分布并消除位錯(cuò)(晶體結(jié)構(gòu)缺陷)�����,尤其在金屬中效果顯著����,大幅提升材料延展性��。陶瓷材料雖同樣受益�����,但效果相對(duì)有限。此階段核心目標(biāo)為釋放材料內(nèi)部殘余應(yīng)力����。
2.再結(jié)晶階段
持續(xù)加熱至再結(jié)晶溫度(低于熔點(diǎn)),促使無(wú)應(yīng)力新晶粒形成并取代位錯(cuò)區(qū)域�����。新晶粒的生成進(jìn)一步消除結(jié)構(gòu)缺陷���,為后續(xù)組織優(yōu)化奠定基礎(chǔ)���。
3.晶粒生長(zhǎng)階段
冷卻過(guò)程中,新晶粒開(kāi)始發(fā)育并生長(zhǎng)��,其形態(tài)與尺寸受冷卻速率及環(huán)境氣氛控制�。通過(guò)調(diào)節(jié)冷卻參數(shù),可精準(zhǔn)調(diào)控材料最終微觀結(jié)構(gòu)。
退火周期通常持續(xù)4小時(shí)至24小時(shí)�,具體取決于材料特性。退火工藝類型多樣��,包括完全退火�����、等溫退火�����、球化退火��、擴(kuò)散退火及應(yīng)力消除退火等�。增材制造零件(需采用適配材料)可靈活選擇工藝類型,最終決策依據(jù)為材料特性與應(yīng)用場(chǎng)景�。
熱等靜壓工藝的實(shí)施要點(diǎn)
HIP工藝需將零件封裝于耐高壓容器中,同步施加高溫與等靜壓力��。典型工藝參數(shù)為溫度2000°C�、壓力310MPa(約相當(dāng)于馬里亞納海溝11000米處水壓)。在此條件下��,材料發(fā)生塑性變形����,內(nèi)部孔隙被填充��,最終實(shí)現(xiàn)致密化��。該工藝廣泛用于減少燒結(jié)��、鑄造及增材制造部件的殘余應(yīng)力���。
氬氣是最常用加壓介質(zhì)���,其惰性特質(zhì)可避免材料發(fā)生化學(xué)反應(yīng)��。部分系統(tǒng)通過(guò)伴生氣泵送實(shí)現(xiàn)壓力加載�,確保壓力均勻傳遞至零件表面����。工藝參數(shù)(溫度、壓力�����、時(shí)長(zhǎng))需根據(jù)材料類型與目標(biāo)性能定制���,周期通常持續(xù)8小時(shí)至數(shù)天����。HIP可顯著優(yōu)化材料微觀結(jié)構(gòu)均勻性,從而提升綜合性能����。
據(jù)HIP領(lǐng)域領(lǐng)軍企業(yè)Hiperbaric介紹,該工藝與激光粉末床熔融(LPBF)及電子束熔化(EBM)技術(shù)兼容性極佳�,可大幅提升零件質(zhì)量。此外����,粘結(jié)劑噴射、定向能量沉積(DED)����、金屬擠出及納米顆粒噴射等工藝亦可采用HIP進(jìn)行后處理。
材料兼容性分析
退火與HIP的材料適配范圍存在部分重疊���。兩種工藝均適用于多類金屬材料���,退火可處理非晶態(tài)與晶體材料(如難熔金屬、合金���、鋼等)�����,不銹鋼是退火工藝最常用材料之一�����,青銅�����、鋁�����、銅�����、黃銅等金屬亦可采用�。HIP則對(duì)所有金屬材料開(kāi)放����,尤其適用于鎳基高溫合金�、鈦合金等難加工材料���。
陶瓷部件同樣可通過(guò)兩種工藝進(jìn)行后處理��,需嚴(yán)格遵循材料熱力學(xué)特性�����。聚合物方面�����,退火因僅涉及溫度調(diào)控而具備更廣兼容性��,常用于提升ABS零件強(qiáng)度�,PLA�、PETG等材料亦可采用。HIP因需施加高壓�,在聚合物領(lǐng)域的應(yīng)用受限。
工藝優(yōu)劣對(duì)比
盡管退火與HIP的工藝路徑不同��,但均能實(shí)現(xiàn)類似目標(biāo):提升材料延展性�����、消除缺陷(退火針對(duì)位錯(cuò),HIP針對(duì)孔隙)���、優(yōu)化微觀結(jié)構(gòu)均勻性及材料性能����。兩種工藝均可作為增材制造流程的鞏固步驟�,消除零件中的殘余熱應(yīng)力。
退火通過(guò)分子遷移重構(gòu)微觀結(jié)構(gòu)��,釋放加工應(yīng)力����,預(yù)防開(kāi)裂并改善可加工性。其還可優(yōu)化金屬晶格的導(dǎo)電性�、磁性等物理性能,通過(guò)精準(zhǔn)調(diào)控溫升與冷卻速率�,實(shí)現(xiàn)晶粒類型的選擇性調(diào)控�。
HIP通過(guò)擴(kuò)散作用在材料間形成冶金結(jié)合,顯著提升密度與強(qiáng)度����,對(duì)高可靠性應(yīng)用至關(guān)重要。該工藝可修復(fù)內(nèi)部孔隙缺陷�,例如將壓縮材料填充至金屬部件孔洞中��?�?傮w而言�,兩種工藝均能減少材料浪費(fèi)���,通過(guò)性能優(yōu)化延長(zhǎng)現(xiàn)有材料使用壽命��,降低新材料采購(gòu)需求��。
標(biāo)簽:
上一篇:打造晶瑩剔透3D打印透明件的工藝全流程解析
下一篇:怎么用FDM3D打印制作好看的產(chǎn)品
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821