當(dāng)需要為3D打印部件賦予特定且卓越的性能時(shí)�����,復(fù)合材料通常是首選解決方案���。這類(lèi)材料甚至可達(dá)到超越某些金屬的強(qiáng)度與性能表現(xiàn)����。復(fù)合材料由兩種或多種組分構(gòu)成��,通過(guò)組合實(shí)現(xiàn)單一材料無(wú)法具備的改良或全新特性��。盡管存在多種類(lèi)型���,本文將聚焦聚合物基體與纖維增強(qiáng)材料形成的復(fù)合體系���,其中碳纖維�����、玻璃纖維和凱夫拉纖維是3D打印領(lǐng)域最常用的三種纖維類(lèi)型��。
本文將深入剖析構(gòu)成增強(qiáng)材料的短纖維與長(zhǎng)纖維之間的核心差異��。選擇不同纖維類(lèi)型將直接影響打印結(jié)果及所需工藝技術(shù)——本文特別關(guān)注擠出成型技術(shù),因其作為當(dāng)前最主流的3D打印工藝具有重要研究?jī)r(jià)值�。這兩種纖維形態(tài)在工藝實(shí)現(xiàn)、性能表現(xiàn)及應(yīng)用場(chǎng)景上存在哪些本質(zhì)區(qū)別�����?如何針對(duì)具體需求選擇最適配的增強(qiáng)方案����?
短纖維與長(zhǎng)纖維復(fù)合材料的特性解析
短纖維指長(zhǎng)度從幾毫米到數(shù)厘米不等的纖維片段,其增強(qiáng)機(jī)制類(lèi)似于鋼筋對(duì)混凝土的加固作用���。纖維均勻分散于塑料基體中����,形成三維網(wǎng)絡(luò)增強(qiáng)結(jié)構(gòu)。而長(zhǎng)纖維(又稱(chēng)連續(xù)纖維)則貫穿打印部件的全長(zhǎng)�,在3D打印過(guò)程中與塑料基體復(fù)合,形成兼具兩者特性的新型材料�。在探討具體工藝前,理解兩種增強(qiáng)材料的本質(zhì)特性至關(guān)重要��。
兩類(lèi)復(fù)合材料均由纖維增強(qiáng)相與聚合物基體相構(gòu)成:纖維承擔(dān)主要力學(xué)載荷�����,基體則作為粘結(jié)介質(zhì)�����,通過(guò)樹(shù)脂體系實(shí)現(xiàn)纖維與基體的界面結(jié)合��。選定基體聚合物(如PLA�����、ABS���、聚丙烯���、HIPS���、PETG等)與增強(qiáng)纖維(玻璃、碳或芳綸)后�����,兩者通過(guò)特定工藝復(fù)合為單一材料體系��。
短纖維復(fù)合材料的制備采用擠出工藝:將纖維與基體混合物熔融共混后擠出成型為單絲���。該過(guò)程通過(guò)精確控制溫度與擠出速度���,確保纖維在基體中的均勻分布�。長(zhǎng)纖維復(fù)合材料則需通過(guò)共擠出工藝實(shí)現(xiàn),將連續(xù)纖維與樹(shù)脂基體混合后經(jīng)聚合固化形成長(zhǎng)絲��。部分先進(jìn)系統(tǒng)可在層沉積過(guò)程中同步完成基體與纖維的復(fù)合成型���,此部分工藝細(xì)節(jié)將在后續(xù)展開(kāi)討論�����。無(wú)論采用何種工藝��,纖維與基體的清潔度及界面結(jié)合強(qiáng)度均為關(guān)鍵質(zhì)量控制點(diǎn)����。
材料性能的決定性因素
復(fù)合材料的最終性能取決于基體聚合物與纖維類(lèi)型的選擇。若采用高性能聚合物作為基體����,復(fù)合材料將展現(xiàn)出超越標(biāo)準(zhǔn)塑料的優(yōu)異特性。例如�����,聚丙烯基復(fù)合材料兼具良好耐磨性����、減震能力及韌性;而PLA基復(fù)合材料雖易打印但強(qiáng)度較低���,更適用于非承力結(jié)構(gòu)�����。
纖維類(lèi)型主要分為碳纖維��、玻璃纖維和凱夫拉纖維三大類(lèi):碳纖維以高強(qiáng)高模特性成為工業(yè)領(lǐng)域首選�����;玻璃纖維兼具性價(jià)比與良好力學(xué)性能���;凱夫拉纖維則憑借卓越抗沖擊性廣泛應(yīng)用于防護(hù)領(lǐng)域�����。三類(lèi)纖維的共通目標(biāo)均為實(shí)現(xiàn)輕量化與高強(qiáng)度的平衡�。
3D打印工藝實(shí)現(xiàn)路徑
主流復(fù)合材料3D打印均基于擠出技術(shù)�。短纖維復(fù)合材料的FFF打印工藝與傳統(tǒng)流程一致:將切斷的短纖維與塑料顆粒混合后擠出為filament線材����,使用鋼制噴嘴(抵抗纖維磨損)進(jìn)行熔融沉積。長(zhǎng)纖維復(fù)合材料的打印工藝更為復(fù)雜����,通常需要雙噴頭系統(tǒng)分別沉積基體與纖維����,或采用單噴頭混合方案����。其核心在于將連續(xù)纖維按預(yù)定方向鋪設(shè)于基體內(nèi)部����,通過(guò)熱固性樹(shù)脂實(shí)現(xiàn)界面粘結(jié),并經(jīng)UV或熱源固化完成層間融合�����。鑒于長(zhǎng)纖維3D打印技術(shù)的專(zhuān)利壁壘�,本文采用通用性工藝描述。
設(shè)計(jì)優(yōu)化與工藝控制
長(zhǎng)纖維復(fù)合材料打印中���,有限元分析(FEA)軟件發(fā)揮著關(guān)鍵作用�����。該計(jì)算工具可模擬材料在載荷下的響應(yīng)�,指導(dǎo)纖維在基體中的精準(zhǔn)排布�����。但這也意味著需遵循特定設(shè)計(jì)規(guī)則����,以保障纖維定位精度與最終部件性能�����。相較之下�����,短纖維復(fù)合材料因纖維隨機(jī)分布特性����,無(wú)法實(shí)現(xiàn)增強(qiáng)區(qū)域的定向控制�����。
性能對(duì)比與工藝選擇
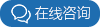
相較于非增強(qiáng)塑料�����,兩類(lèi)纖維復(fù)合材料均顯著提升機(jī)械強(qiáng)度���、剛度、抗疲勞及抗沖擊性能�����,同時(shí)保持輕量化優(yōu)勢(shì)。碳纖維的密度優(yōu)勢(shì)進(jìn)一步強(qiáng)化了減重效果���。但兩類(lèi)材料也存在明顯差異:連續(xù)纖維復(fù)合材料通過(guò)定向排布實(shí)現(xiàn)更優(yōu)的力學(xué)性能���,而短纖維復(fù)合材料則以加工便利性與成本優(yōu)勢(shì)見(jiàn)長(zhǎng)。
具體而言���,長(zhǎng)纖維復(fù)合材料在強(qiáng)度與剛度指標(biāo)上表現(xiàn)突出����,但需專(zhuān)用設(shè)備支持且材料成本較高�����;短纖維復(fù)合材料雖力學(xué)性能稍遜���,但兼容更廣泛的塑料基體���,且加工難度與成本更低。兩者在粘結(jié)強(qiáng)度控制���、表面質(zhì)量?jī)?yōu)化等方面均面臨技術(shù)挑戰(zhàn)��。
典型應(yīng)用場(chǎng)景
材料選擇需緊密結(jié)合應(yīng)用需求與性能目標(biāo)��。長(zhǎng)纖維復(fù)合材料憑借其優(yōu)異力學(xué)性能����,成為汽車(chē)(底盤(pán)增強(qiáng)件)、航空航天(結(jié)構(gòu)支撐件)及高端消費(fèi)品(運(yùn)動(dòng)器材)領(lǐng)域的首選����。短纖維復(fù)合材料則更適用于原型制作、包裝設(shè)備��、機(jī)器人組件等對(duì)強(qiáng)度要求不高的場(chǎng)景���,其設(shè)計(jì)靈活性與經(jīng)濟(jì)性優(yōu)勢(shì)在此類(lèi)應(yīng)用中得以充分體現(xiàn)�。
標(biāo)簽:
上一篇:3D打印技術(shù)如何重塑電影行業(yè)的制作范式與視覺(jué)表達(dá)
下一篇:3D打印表面處理技術(shù)解析噴漆與染色
 銷(xiāo)售熱線:158-1687-3821
銷(xiāo)售熱線:158-1687-3821