制造業(yè)中,注塑成型與3D打印是兩種廣泛應(yīng)用的生產(chǎn)技術(shù)�,各自具備獨特優(yōu)勢且常呈互補關(guān)系。為深入理解二者差異�,本文將從技術(shù)起源、工作原理���、材料兼容性���、后處理流程、應(yīng)用場景及成本效益等維度展開對比分析���。
技術(shù)起源與發(fā)展脈絡(luò)
注塑成型技術(shù)的起源可追溯至19世紀60年代��。當時�,JohnWesleyHyatt成功研制出賽璐珞(一種開創(chuàng)性的塑料材料)�,其與兄弟以賽璐珞為核心,首次獲得注塑系統(tǒng)專利——該系統(tǒng)通過活塞將熔融賽璐珞壓入模具����。整個20世紀,技術(shù)持續(xù)演進�,例如1946年JamesWatsonHendry發(fā)明的旋轉(zhuǎn)螺桿注塑機����,至今仍是行業(yè)主流設(shè)備�����。
增材制造(3D打?�。﹦t起源于20世紀80年代���。1986年����,ChuckHull開發(fā)的立體光刻技術(shù)獲得商業(yè)專利�����,標志著3D打印技術(shù)的誕生�����。此后���,多種工藝并行發(fā)展�����,兼容不同材料與應(yīng)用場景�。
工作原理解析
3D打印的工作流程
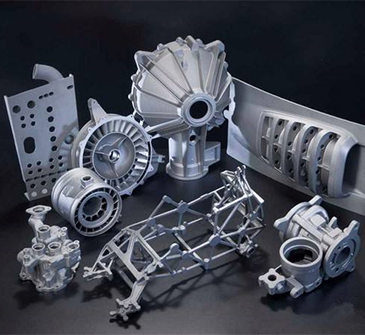
3D打印通過逐層疊加材料構(gòu)建物體�����,具備極高的設(shè)計自由度�����,可實現(xiàn)傳統(tǒng)工藝(如注塑成型)難以完成的復雜幾何結(jié)構(gòu)����。其技術(shù)路線主要分為三類:基于擠出的工藝(如FDM)、基于光聚合的工藝(如SLA/DLP)�、基于粉末熔融的工藝(如SLS)。
具體流程為:首先通過CAD軟件創(chuàng)建3D模型����,導出為STL、OBJ或3MF等兼容格式�,再經(jīng)切片軟件轉(zhuǎn)換為水平圖層并生成G代碼指令。實際打印時,設(shè)備根據(jù)技術(shù)類型沉積或固化材料����,最終可能需進行支撐去除、打磨�����、熱處理等后處理步驟�����。
注塑成型的工作流程
注塑成型通過將熔融材料注入模具����,冷卻固化后形成零件。其流程始于材料準備(顆粒�����、粉末或預成型件)���,常見材料為塑料�,也可用于金屬或玻璃�。材料經(jīng)進料斗進入機筒�����,內(nèi)部高溫螺桿邊旋轉(zhuǎn)邊推進物料,熔化后通過噴嘴高壓注入模腔(注射時間0.1-2秒)���。模具冷卻后開模釋放零件��,隨后閉模進入下一循環(huán)��。模具類型包括多腔�、雙注射或混合結(jié)構(gòu)��,但核心功能一致��。后處理環(huán)節(jié)可能涉及去毛刺��、噴漆或裝配����。
材料兼容性對比
3D打印與注塑成型均支持多樣化材料,但側(cè)重點各有不同����。
3D打印:FDM工藝以熱塑性塑料為主(如PETG、PLA�����、ABS)���,同時兼容熱固性材料�、彈性體���、工程樹脂�,甚至可處理金屬(鈦��、鋁)和陶瓷���。部分工藝可直接使用注塑級塑料顆粒�。
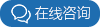
注塑成型:核心材料為塑料(熱塑性塑料�����、熱固性材料��、彈性體�����、工程樹脂如尼龍、聚碳酸酯)�����,也可用于金屬或玻璃加工���。其致密材料處理能力使其在生產(chǎn)高結(jié)構(gòu)完整性零件時更具優(yōu)勢。
后處理流程
后處理對提升零件功能與美觀至關(guān)重要����,但兩類技術(shù)的需求差異顯著。
3D打?��。阂?qū)蛹y和支撐結(jié)構(gòu)����,常需噴砂�、拋光或化學處理以改善表面光潔度。FDM��、SLA�、DLP及材料噴射工藝均需支撐去除步驟���,復雜幾何設(shè)計尤為關(guān)鍵。
注塑成型:模具本身可賦予零件高精度表面�����,后處理需求較少�����,主要環(huán)節(jié)為去除溢料(自動化系統(tǒng)常用于批量生產(chǎn))及去毛刺�。
應(yīng)用場景分析
兩類技術(shù)廣泛應(yīng)用于工業(yè)領(lǐng)域,但核心優(yōu)勢驅(qū)動不同需求��。
3D打?。涸谛枰ㄖ苹c復雜設(shè)計的行業(yè)表現(xiàn)突出。醫(yī)療領(lǐng)域中��,個性化植入物與假肢依托患者解剖結(jié)構(gòu)定制���,提升治療效果����;航空航天領(lǐng)域�,輕量化且耐用的復雜零件(如火箭發(fā)動機部件)通過優(yōu)化幾何結(jié)構(gòu)提升性能����;汽車行業(yè)則利用其快速原型迭代能力�,實現(xiàn)低成本修改與定制化生產(chǎn)。
注塑成型:以大批量���、高一致性生產(chǎn)見長�。汽車行業(yè)依賴其制造保險杠�、儀表板等標準化部件;消費品領(lǐng)域��,塑料包裝���、電子產(chǎn)品外殼的大規(guī)模生產(chǎn)依賴其高效性與表面精度;醫(yī)療行業(yè)則通過注塑生產(chǎn)注射器��、導管等符合生物相容性標準的器械�����。
優(yōu)缺點權(quán)衡
注塑成型:優(yōu)勢在于大批量生產(chǎn)的高效性與成本效益�,材料利用率高,單位成本隨產(chǎn)量增加顯著下降�。但前期投入大(模具設(shè)計制造需數(shù)周至數(shù)月)�,設(shè)計靈活性低����,復雜幾何結(jié)構(gòu)可能增加模具成本或生產(chǎn)時間。
3D打?��。簻蕚鋾r間短��,適合快速原型與按需生產(chǎn)��,設(shè)計變更成本低���,材料浪費少(僅沉積所需部分)。但大規(guī)模生產(chǎn)經(jīng)濟性不足��,表面精加工常需額外后處理�����,設(shè)備入門成本因行業(yè)差異較大�����。
通過上述對比可見�����,注塑成型與3D打印各有側(cè)重:前者是大批量標準化生產(chǎn)的基石,后者是定制化與復雜設(shè)計的利器�。實際選擇需結(jié)合產(chǎn)量需求、設(shè)計復雜度及成本預算綜合考量��。
標簽:
上一篇:全面分析尼龍3D打印服務(wù)從材料特性到行業(yè)前景
下一篇:3D打印與注塑成型:如何根據(jù)需求選擇最合適的制造技術(shù)?
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821