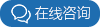
3D打?��。丛霾闹圃欤珹M)在制造領(lǐng)域具備顯著優(yōu)勢(shì)��,其快速發(fā)展正深刻改變傳統(tǒng)制造工藝�����。近年來(lái)����,砂型鑄造工藝雖經(jīng)歷重大變革,但相關(guān)企業(yè)并不會(huì)因3D打印的興起而消亡�。增材制造與傳統(tǒng)砂型鑄造可形成互補(bǔ)關(guān)系,通過(guò)技術(shù)融合使傳統(tǒng)工藝實(shí)現(xiàn)更快速度�、更低成本與更高靈活性。
砂型鑄造流程的核心框架
即便引入3D打印技術(shù)�,砂型鑄造的基本流程仍保持不變:
使用最終產(chǎn)品的復(fù)制品或圖案模具;
將模具置于雙分型面模具中�����,內(nèi)置型芯以形成內(nèi)部通道;
在砂箱或模具室內(nèi)壓實(shí)專用型砂�,覆蓋模具表面;
保留澆口等關(guān)鍵結(jié)構(gòu)��。
3D打印技術(shù)主要革新了模具與型芯設(shè)備的制造方式�����。
增材制造與傳統(tǒng)制造的技術(shù)對(duì)比
傳統(tǒng)制造依賴減材制造技術(shù)(如金屬或塑料的CNC銑削)�,通過(guò)機(jī)床選擇性去除材料以成型。而增材制造采用"從無(wú)到有"的逐層構(gòu)建方式��,僅在構(gòu)建體積或平臺(tái)內(nèi)添加所需材料�����。該技術(shù)可處理多種聚合物材料�,包括標(biāo)準(zhǔn)熱塑性塑料、熱固性塑料����、填充樹脂、光聚合物樹脂�,甚至金屬����。
砂型鑄造中3D打印模型的應(yīng)用優(yōu)勢(shì)
在砂型鑄造場(chǎng)景下�,推薦采用3D打印鑄造模型的場(chǎng)景包括:
舊模型設(shè)備逆向工程:通過(guò)3D掃描儀獲取原始零件或模具數(shù)據(jù)����,利用3DCAD軟件調(diào)整/完善設(shè)計(jì)文件,并結(jié)合公差與收縮系數(shù)進(jìn)行3D打印���。此流程可提升砂型鑄造的精度��、自動(dòng)化水平與可重復(fù)性��。
合金材料變更:當(dāng)鑄件設(shè)計(jì)所用合金發(fā)生變化時(shí)����,收縮率隨之調(diào)整�����。3D打印工具可快速?gòu)?fù)制并適配新合金的收縮特性����,避免傳統(tǒng)工藝中的滯后與模具損壞問(wèn)題��。
縮短交付周期:3D打印模型可在數(shù)小時(shí)至數(shù)天內(nèi)完成生產(chǎn)��,尤其適用于原型制作或短期零件交付需求�。
高頻次設(shè)計(jì)迭代:相較于調(diào)整傳統(tǒng)模具�����,修改CAD文件并重新打印的方式更快速�����、經(jīng)濟(jì)且自動(dòng)化程度更高��。
小型復(fù)雜型芯鑄件:結(jié)合3D打印聚合物模型與3D打印砂芯的工藝����,可快速生產(chǎn)復(fù)雜鑄件,顯著降低成本與時(shí)間���。
3D打印技術(shù)的選擇與混合平臺(tái)優(yōu)勢(shì)
3D打印技術(shù)體系涵蓋粘合劑噴射(砂/金屬)�����、粉末床激光熔融��、SLA光固化��、長(zhǎng)絲/顆粒擠出等多種類型�����。選擇砂型鑄造模型設(shè)備的最佳技術(shù)時(shí)���,需綜合考慮零件幾何形狀、模型尺寸與材料要求��。例如�����,大幅面3D打印機(jī)可滿足砂型鑄造模型的大尺寸需求�;直接顆粒供料式3D打印因材料沉積速率比絲材打印高10倍,且顆粒材料成本低10倍����,成為減材制造的經(jīng)濟(jì)高效替代方案。
盡管3D打印技術(shù)本身為鑄造工藝帶來(lái)顯著優(yōu)勢(shì)�,但將增材與減材制造集成至混合平臺(tái)時(shí),砂型鑄造應(yīng)用仍可展現(xiàn)多重優(yōu)勢(shì)����。每種3D打印技術(shù)均有其局限性��,唯有與減材制造深度結(jié)合���,方能最大化技術(shù)價(jià)值。
標(biāo)簽:
上一篇:全球首款3D打印實(shí)戰(zhàn)籃球亮相NBA全明星賽
下一篇:天然纖維復(fù)合材料適合用哪種3D打印工藝制造
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821