樹脂3D打印技術(shù)憑借制造高復雜度細節(jié)與光滑表面部件的能力而備受認可����。立體光刻(SLA)及其衍生技術(shù)掩模立體光刻(MSLA/LCD)和數(shù)字光處理(DLP)最初因美學表現(xiàn)與原型制作需求興起���,現(xiàn)已證明樹脂材料不僅具備優(yōu)異外觀�����,更能實現(xiàn)功能性應(yīng)用����。
技術(shù)原理與差異
三種技術(shù)均通過光固化液態(tài)樹脂逐層構(gòu)建部件�,但光源與投影方式存在差異:SLA采用激光追蹤輪廓,精度高但速度較慢��;DLP通過數(shù)字投影儀一次性投射整層圖像�����,大幅提升效率但分辨率可能受限��;LCD技術(shù)利用LCD屏幕遮擋光線�����,在速度與分辨率間實現(xiàn)平衡���。
樹脂強度突破
傳統(tǒng)認知中樹脂3D打印部件較脆���,但新一代配方已顛覆這一觀念��。通過添加劑改性與分子結(jié)構(gòu)設(shè)計�����,現(xiàn)代樹脂的機械性能可與特種線材媲美����,部分高性能樹脂甚至超越傳統(tǒng)材料�。
強度維度解析
評估樹脂強度需關(guān)注多維度性能:
抗拉強度:材料抵抗拉伸斷裂的能力。標準樹脂與PLA(40-50MPa)�、部分PETG(40-60MPa)相當;堅韌樹脂可達70MPa����,接近ABS高端性能;高性能樹脂可突破90MPa�����。
抗彎強度:材料抵抗彎曲變形的能力�。標準樹脂與PLA(50-60MPa)持平;堅韌樹脂可達100MPa�,超越ABS;高性能樹脂可突破130MPa。
抗沖擊強度:材料吸收沖擊能量的能力���。標準樹脂較脆����,但堅韌樹脂可達到或超過ABS水平�����;高性能樹脂根據(jù)配方側(cè)重不同���,部分優(yōu)先保證其他性能。
抗壓強度:材料抵抗擠壓變形的能力�����。
剪切強度:材料抵抗平面內(nèi)反向作用力的能力��。
樹脂與FDM對比
FDM部件強度受填充率��、層高�����、線材類型影響顯著,但樹脂通過配方優(yōu)化已實現(xiàn)跨越:
抗拉性能:高性能樹脂>堅韌樹脂>標準樹脂���,覆蓋PLA至ABS高端區(qū)間����。
抗彎性能:高性能樹脂顯著領(lǐng)先�����,堅韌樹脂優(yōu)于多數(shù)FDM材料�。
抗沖擊性能:堅韌樹脂可替代ABS,標準樹脂需謹慎應(yīng)用�����。
性能影響因素
部件強度不僅取決于材料本身�,還受以下因素影響:
應(yīng)力集中:尖角或邊緣易產(chǎn)生應(yīng)力集中點,需通過圓角設(shè)計分散載荷���。
支撐結(jié)構(gòu):臨時支撐去除后可能殘留應(yīng)力�,需優(yōu)化支撐布局并后固化處理�����。
后期處理:
支撐移除:固化后移除支撐可避免表面損傷,建議使用專用工具���。
清洗:徹底去除未固化樹脂(常用異丙醇或三丙二醇單甲醚)���,防止性能下降。
后固化:紫外線交聯(lián)反應(yīng)強化聚合物鏈結(jié)構(gòu)����,需控制波長(匹配樹脂要求)、時間(避免欠固化或過固化)���。
設(shè)計優(yōu)化策略
壁厚控制:建議1-2mm起,平衡強度與材料效率����。
幾何優(yōu)化:避免尖角,采用圓角過渡����;無支撐壁厚≥1mm,底座加圓角防翹曲�����。
空心設(shè)計:保留排水孔防止內(nèi)部樹脂滯留,壁厚≥2mm維持結(jié)構(gòu)剛性����。
典型應(yīng)用場景
現(xiàn)代高強度樹脂正突破傳統(tǒng)邊界,推動多領(lǐng)域創(chuàng)新:
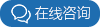
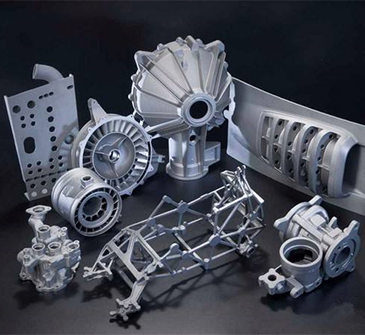
功能原型:汽車行業(yè)使用FormlabsTough2000樹脂等材料���,3D打印卡扣機構(gòu)�����、鉸鏈等功能部件�,經(jīng)受實際測試驗證設(shè)計�����。
終端部件:制造業(yè)采用樹脂3D打印夾具與治具�,替代傳統(tǒng)金屬工具,實現(xiàn)輕量化與定制化�����。
創(chuàng)意實現(xiàn):珠寶設(shè)計師利用高強度樹脂制作精細鏤空結(jié)構(gòu)���,藝術(shù)微縮模型通過樹脂打印提升細節(jié)表現(xiàn)與耐用性�����。
通過材料科學進步與工藝優(yōu)化�,樹脂3D打印正從美學主導轉(zhuǎn)向功能主導,為工程�、醫(yī)療、文創(chuàng)等領(lǐng)域提供高性能解決方案����。
標簽:
上一篇:ABS塑料3D打印生產(chǎn)性能工藝與應(yīng)用
下一篇:3D砂型打印傳統(tǒng)砂鑄工藝的應(yīng)用突破
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821