或許您已了解塑料與金屬的3D打印應(yīng)用�,但您是否知道砂石同樣具備成為3D打印材料的潛力�?事實(shí)上���,這種技術(shù)已成為眾多行業(yè)的經(jīng)濟(jì)型解決方案,尤其為傳統(tǒng)砂型鑄造工藝注入新活力�。本文將深入解析3D砂型打印的工作原理,及其如何優(yōu)化傳統(tǒng)鑄造流程�����。
傳統(tǒng)砂型鑄造的工藝脈絡(luò)
要理解3D砂型打印對鑄造行業(yè)的價(jià)值�����,需先回顧傳統(tǒng)砂型鑄造工藝��。該技術(shù)通過耐高溫砂石鑄造金屬及其他材料的終端部件�,其歷史可追溯至公元前3200年。盡管制造工藝歷經(jīng)演變��,但核心原理始終未變:基于物體二維圖紙制作模板(考慮收縮率并預(yù)留澆注通道)��,將模板壓入裝滿砂石的成型箱��,形成帶有型腔的砂模�,注入液態(tài)金屬(鋁、鋼�、鎂�����、鐵等)冷卻后取出鑄件�����,最終去除澆口完成精加工。
這一系列復(fù)雜步驟凸顯傳統(tǒng)工藝的局限性�����,而3D打印技術(shù)恰好填補(bǔ)了這些空白�����。通過將增材制造與鑄造工藝結(jié)合����,可直接基于CAD數(shù)字化設(shè)計(jì)并3D打印帶有型腔的砂模或型芯�,省去物理模板制作、成型框架調(diào)試等環(huán)節(jié)����,實(shí)現(xiàn)流程簡化與效率提升�。
3D砂型打印的技術(shù)本質(zhì)
用于3D打印的砂石并非普通沙粒�����,而是以石英顆粒為主體的特種材料��。根據(jù)鑄造合金類型����,可選擇不同砂材:SH-F01石英砂呈啞光黑色,SH-P14為米色砂�����,均具備高耐熱性與強(qiáng)度�����;SH-C052合成砂則采用陶瓷基材����,性能與石英砂相近。3D砂型打印通過粘合劑噴射技術(shù)實(shí)現(xiàn)����,將砂石與固化劑精準(zhǔn)結(jié)合����,構(gòu)建出適用于砂型鑄造的模具�����。
工藝優(yōu)勢與行業(yè)價(jià)值
粘合劑噴射技術(shù)在砂型打印中展現(xiàn)出獨(dú)特效率��,不僅適用于聚合物或金屬粉末加工�,在砂材處理領(lǐng)域更具優(yōu)勢�。該技術(shù)通過數(shù)字化設(shè)計(jì)3D模型,支持快速修改與復(fù)雜幾何結(jié)構(gòu)制造���,且不受生產(chǎn)規(guī)模限制����。其核心優(yōu)勢體現(xiàn)在:
成本效率:相較傳統(tǒng)工藝�,砂模打印可降低75%的生產(chǎn)成本,時(shí)間節(jié)省直接轉(zhuǎn)化為經(jīng)濟(jì)效益�����。
精度與靈活性:粘合劑噴射砂模具備更高尺寸精度��,支持單件到小批量的定制化生產(chǎn),更好響應(yīng)客戶需求�。
資源節(jié)約:免除物理模型制作與材料浪費(fèi),未使用的砂粉可部分回收���,石英砂的無限儲量與環(huán)保特性契合可持續(xù)發(fā)展理念����。
典型應(yīng)用場景
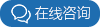
3D砂型打印尤其適用于需要高效制造復(fù)雜零件的領(lǐng)域����。在汽車與航空航天工業(yè)中,該技術(shù)已成功應(yīng)用于車輪��、螺旋槳等部件的原型開發(fā)與小批量生產(chǎn)����。英國Boro鑄造廠便采用此技術(shù)生產(chǎn)備用部件,藝術(shù)家具設(shè)計(jì)與餐飲器具制造領(lǐng)域也開始探索其應(yīng)用潛力�。從原型驗(yàn)證到終端部件制造,3D砂型打印正在重塑傳統(tǒng)鑄造的生產(chǎn)范式�。
通過材料創(chuàng)新與工藝整合,3D砂型打印不僅保留了砂鑄工藝的經(jīng)濟(jì)性�����,更通過數(shù)字化手段提升了設(shè)計(jì)自由度與生產(chǎn)效率,為制造業(yè)的柔性化���、綠色化轉(zhuǎn)型提供關(guān)鍵技術(shù)支撐��。
標(biāo)簽:
上一篇:樹脂3D打印強(qiáng)度解析技術(shù)原理與性能優(yōu)化
下一篇:鎢在3D打印領(lǐng)域的應(yīng)用突破與未來發(fā)展
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821