在3D打印服務(wù)中���,工藝類型的選擇直接決定了成品表面精度的上限與下限。不同工藝的成型原理差異�,使得表面粗糙度、層紋可見(jiàn)度及細(xì)節(jié)還原能力呈現(xiàn)出顯著分化��。從熔融沉積到光固化�,從粉末燒結(jié)到材料噴射,每種工藝的物理特性與材料交互方式��,共同構(gòu)建了表面精度的技術(shù)邊界���。
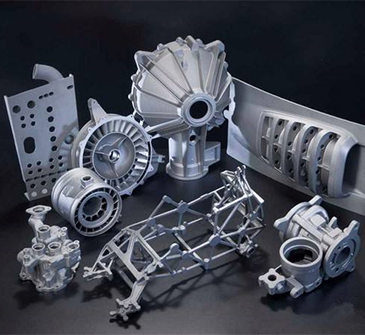
工藝原理是表面精度的底層決定因素�����。以FDM(熔融沉積成型)為例�,其通過(guò)熔融絲材逐層堆積成型���,表面精度受限于噴嘴直徑與層高設(shè)置——噴嘴直徑通常為0.4-1.0mm����,層高多在0.1-0.3mm之間,導(dǎo)致成品表面存在明顯的層狀紋理��,粗糙度(Ra值)通常在6-15μm之間����。相比之下�,SLA(光固化成型)采用激光或投影光束逐層固化液態(tài)樹(shù)脂,其理論分辨率可達(dá)0.025mm���,表面粗糙度可控制在1-5μm�����,能實(shí)現(xiàn)更細(xì)膩的曲面過(guò)渡與細(xì)節(jié)表達(dá)�。
層厚與分辨率的匹配是關(guān)鍵變量�。工藝的層厚設(shè)置直接影響垂直方向的精度:層厚越小,層間過(guò)渡越平滑����,但打印時(shí)間成倍增加;層厚越大,效率提升卻以犧牲表面質(zhì)量為代價(jià)�。例如,SLS(選擇性激光燒結(jié))工藝的層厚通常為0.08-0.15mm��,表面粗糙度在8-12μm之間�����,雖優(yōu)于FDM但弱于SLA��;而MJF(多射流熔融)通過(guò)噴射融合劑結(jié)合熱源固化粉末�����,層厚可壓降至0.05mm�����,表面粗糙度接近SLA水平�,但設(shè)備成本與材料限制使其應(yīng)用場(chǎng)景受限。
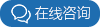
材料特性與工藝的交互進(jìn)一步放大精度差異��。柔性材料(如TPU)在FDM工藝中因熔融流動(dòng)性強(qiáng)���,易出現(xiàn)擠出不穩(wěn)定導(dǎo)致的表面波紋��;而剛性材料(如PLA�、ABS)在相同工藝下則能保持更穩(wěn)定的層間結(jié)合。光敏樹(shù)脂在SLA工藝中因固化收縮率低��,可實(shí)現(xiàn)高精度細(xì)節(jié)還原����,但部分樹(shù)脂的脆性可能導(dǎo)致薄壁結(jié)構(gòu)邊緣翹曲。金屬粉末在SLM(選擇性激光熔化)工藝中因高能量密度燒結(jié)���,表面精度可達(dá)0.05mm,但未熔合粉末的殘留需通過(guò)后處理清除����,影響最終表面質(zhì)量。
后處理工藝是彌補(bǔ)精度缺陷的重要環(huán)節(jié)��。FDM件可通過(guò)化學(xué)拋光(如丙酮蒸汽處理ABS)���、機(jī)械打磨或涂覆樹(shù)脂涂層降低粗糙度���;SLA件則需通過(guò)紫外光后固化消除未完全反應(yīng)的樹(shù)脂,并用水洗或壓縮空氣清理支撐結(jié)構(gòu)殘留����。SLS與MJF工藝的粉末基材需經(jīng)過(guò)吹掃����、拋光或滲蠟處理���,以封閉表面孔隙并提升光滑度�。后處理的選擇不僅影響表面精度��,更直接關(guān)聯(lián)到成本與交付周期�����。
在3D打印服務(wù)中��,工藝選擇本質(zhì)上是精度���、效率與成本的三角平衡���。SLA與MJF適合對(duì)表面精度要求極高的場(chǎng)景(如珠寶設(shè)計(jì)、精密零件原型)�����,但設(shè)備與材料成本較高;FDM與SLS則更適用于功能驗(yàn)證或大尺寸部件�,通過(guò)接受一定程度的表面粗糙度換取成本優(yōu)勢(shì)。隨著工藝迭代���,如連續(xù)光固化(CLIP)技術(shù)通過(guò)抑制氧氣阻聚層實(shí)現(xiàn)連續(xù)打印����,表面精度已接近注射成型水平�;而金屬3D打印的表面改性技術(shù)(如激光重熔)也在逐步縮小與傳統(tǒng)制造的精度差距。
表面精度是3D打印工藝的技術(shù)名片���,其背后是物理原理��、材料科學(xué)與工程實(shí)踐的深度融合。工藝的選擇不僅關(guān)乎“能否打印”�����,更定義了“打印品質(zhì)”的核心標(biāo)準(zhǔn)�。當(dāng)服務(wù)提供方能精準(zhǔn)匹配工藝特性與客戶需求時(shí),3D打印才能真正從“原型制造”邁向“終端生產(chǎn)”�����,在精度與效率的平衡中實(shí)現(xiàn)技術(shù)價(jià)值的最大化。
標(biāo)簽:
上一篇:效率與成本的3d打印優(yōu)缺點(diǎn)對(duì)比分析
下一篇:后處理中3d打印pla溫度的調(diào)節(jié)作用
 銷售熱線:158-1687-3821
銷售熱線:158-1687-3821